
The RK3588 is a proven platform for industrial machine vision and defect detection — running YOLOv5s at 54+ FPS and lightweight detection transformers at 58 FPS on-device, with a 6 TOPS NPU handling INT8 inference at 5–6W. It fits single-line AOI, multi-camera inspection nodes, and embedded smart camera applications where cost, power, and form factor matter. For sub-micron semiconductor metrology or 32-camera simultaneous streams, a dedicated accelerator is the better path.
Key Takeaways
- The global machine vision market reached USD 15.83 billion in 2025 and is projected to grow at 8.3% CAGR through 2030 — industrial defect detection is the primary growth driver (MarketsandMarkets)
- RK3588 runs bearing defect detection at 58.1 FPS on-device using a lightweight DETR model at 96.2% mAP@50 (Annals of the New York Academy of Sciences, 2025)
- The 6 TOPS NPU supports YOLOv5, YOLOv8, MobileNet, ResNet, and custom CNN architectures via RKNN-Toolkit2 — no specialized AI framework required
- Over 41% of new vision system deployments in 2025 include edge AI capabilities, driven by latency, privacy, and bandwidth requirements (Global Growth Insights)
- RK3588 machine vision deployments consume 5–13W — vs. 10–30W for GPU-based alternatives — enabling passive cooling in sealed industrial enclosures
- Deep learning-based defect detection holds 56% market share in 2025, making CNN/transformer-compatible edge platforms like RK3588 the default architecture choice (Future Market Insights)
Why Machine Vision Is Moving to the Edge — and Why RK3588 Fits
Machine vision has long been a server-dependent technology. Cameras capture images; a PC or rack server processes them; results come back over Ethernet or Fieldbus. This model worked when production lines ran at low speeds, images were low-resolution, and latency tolerance was measured in seconds.
Modern manufacturing breaks all three assumptions. High-speed SMT lines produce 50,000 components per hour. EV battery cell inspection requires sub-millimeter defect detection at conveyor speeds exceeding 2 meters per second. Food packaging lines tolerate zero false negatives on contamination. Sending every frame to a central server — across a factory network with real-time scheduling constraints — is no longer viable for the most demanding applications.
According to MarketsandMarkets, the global machine vision market is growing from USD 15.83 billion in 2025 to USD 23.63 billion by 2030 at 8.3% CAGR. The fastest-growing deployment model is embedded and edge-based — smart cameras and embedded SBCs that process images at the point of acquisition, eliminating network latency and central server bottlenecks.
The RK3588 addresses this shift directly. Its 6 TOPS NPU, dual-ISP supporting up to 32MP cameras, hardware H.265 encoding, and industrial I/O interfaces make it a capable platform for embedded machine vision — not a compromise solution, but a purpose-fit architecture for the edge inspection use case.
How RK3588 Hardware Supports Machine Vision Workloads
Understanding where RK3588 excels in machine vision requires looking beyond the NPU spec to the full SoC feature set that industrial inspection actually uses.
Image Acquisition: ISP and Camera Interface
The RK3588 integrates a dual-ISP (Image Signal Processor) capable of handling sensors up to 32MP. This is not a marketing footnote — in machine vision, ISP quality directly affects defect detection accuracy. The ISP handles noise reduction, lens shading correction, auto-white balance, and HDR tone mapping in hardware, offloading these computationally expensive operations from the CPU and NPU.
Camera connectivity options on RK3588:
| Interface | Max Lanes | Typical Use |
|---|---|---|
| MIPI CSI-2 | 4×4 lanes | Area scan cameras, GigE-class sensors |
| USB 3.0 | 2 ports | USB3 Vision cameras, industrial USB cams |
| HDMI-in | 1 port | Capture cards, analog-to-digital input |
| PCIe 3.0 | 1×4 or 2×2 | CoaXPress / Camera Link frame grabbers |
For most embedded machine vision applications, MIPI CSI-2 is the primary path. A 4-lane MIPI connection supports raw image transfer at up to 4K@60fps, sufficient for most inline AOI and surface inspection tasks.
NPU: The Inference Engine
The 6 TOPS NPU is the core of RK3588’s machine vision capability. It supports INT4, INT8, and INT16 quantization for CNN and transformer-based models, with FP16 available for precision-sensitive layers. In machine vision, INT8 quantization is the standard deployment mode — offering near-FP32 accuracy with 4–8x throughput improvement.
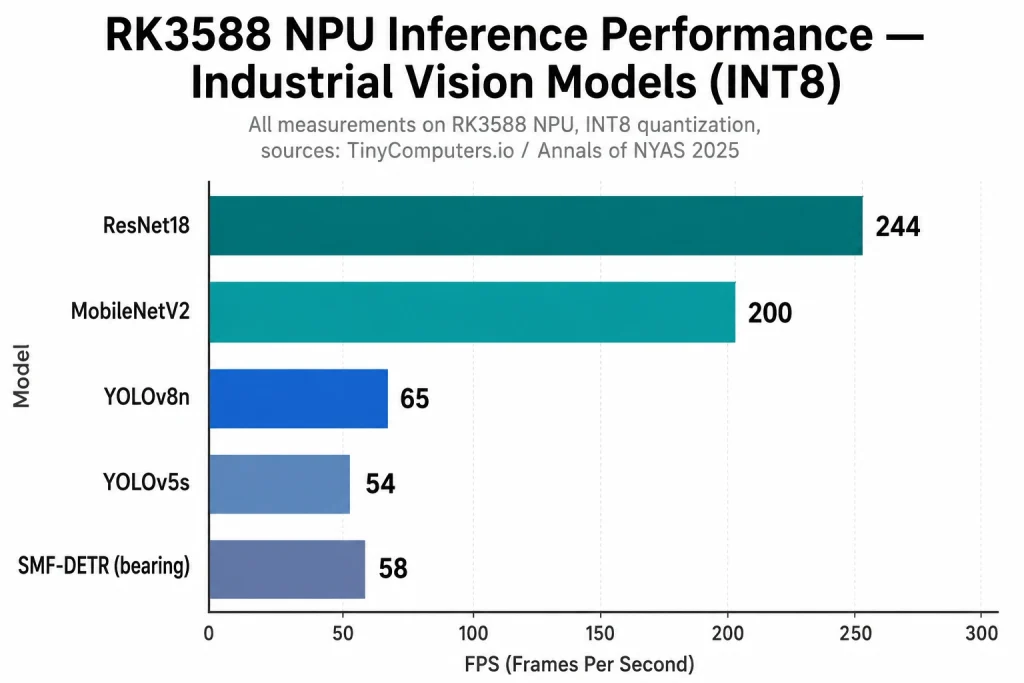
Real-world benchmarks from TinyComputers.io show ResNet18 running at 244 FPS with 4.09ms latency on the RK3588 NPU. For defect classification tasks using ResNet architectures, this translates to inspection throughput that handles high-speed conveyor applications without frame dropping.
CPU and Memory Bandwidth
The Cortex-A76 cores handle pre- and post-processing tasks that don’t map efficiently to the NPU: image decoding, non-maximum suppression (NMS), result packaging, and communication with PLC or SCADA systems. The A76’s improved single-thread performance over its predecessors (approximately 2.5–3x vs. Cortex-A72) is meaningful for these sequential preprocessing operations.
LPDDR4X memory with a 64-bit bus provides the bandwidth needed to sustain simultaneous camera capture, NPU inference pipeline, and result output without memory bottlenecks — a common failure mode in lower-end embedded platforms.
RK3588 Machine Vision Performance: Real Benchmark Data
Raw specs matter less than measured outcomes on actual inspection tasks. Here is what published research and deployment data shows.
Defect Detection Benchmarks
A 2025 study published in the Annals of the New York Academy of Sciences benchmarked the SMF-DETR detection transformer — optimized for bearing surface defect detection — on the RK3588 platform:
| Metric | Value |
|---|---|
| mAP@50 | 96.2% |
| Accuracy | 98.1% |
| FPS on RK3588 | 58.1 FPS |
| FPS on desktop GPU | 97.3 FPS |
| Model size reduction vs baseline | 37.1% |
| Computational cost reduction | 57.7% |
58 FPS on an embedded board consuming under 10W, at 96.2% mAP — this is production-viable performance for bearing inspection at realistic conveyor speeds.
A separate study published in Scientific Reports (2025) deployed a wire rope defect detection system on RK3588 using a MobileNetV3-based architecture with a custom attention mechanism. The researchers chose RK3588 over Jetson Nano specifically for its higher computational density at the same power envelope and cost point — achieving real-time detection performance that server-dependent systems required 20–30 minutes to complete.
Vision Workload Performance Table
| Model | Task | Precision | Latency | FPS |
|---|---|---|---|---|
| ResNet18 | Classification | INT8 | 4.09ms | 244 |
| YOLOv5s | Object detection | INT8 | ~18ms | ~54 |
| YOLOv8n | Object detection | INT8 | ~15ms | ~65 |
| MobileNetV2 | Feature extraction | INT8 | ~5ms | ~200 |
| SMF-DETR (bearing) | Defect detection | INT8 | ~17ms | 58.1 |
| MobileNetV3 (wire rope) | Defect detection | INT8 | ~20ms | ~50 |
Sources: TinyComputers.io benchmarks; Annals of the New York Academy of Sciences (2025); Scientific Reports (2025)
Machine Vision System Architecture on RK3588
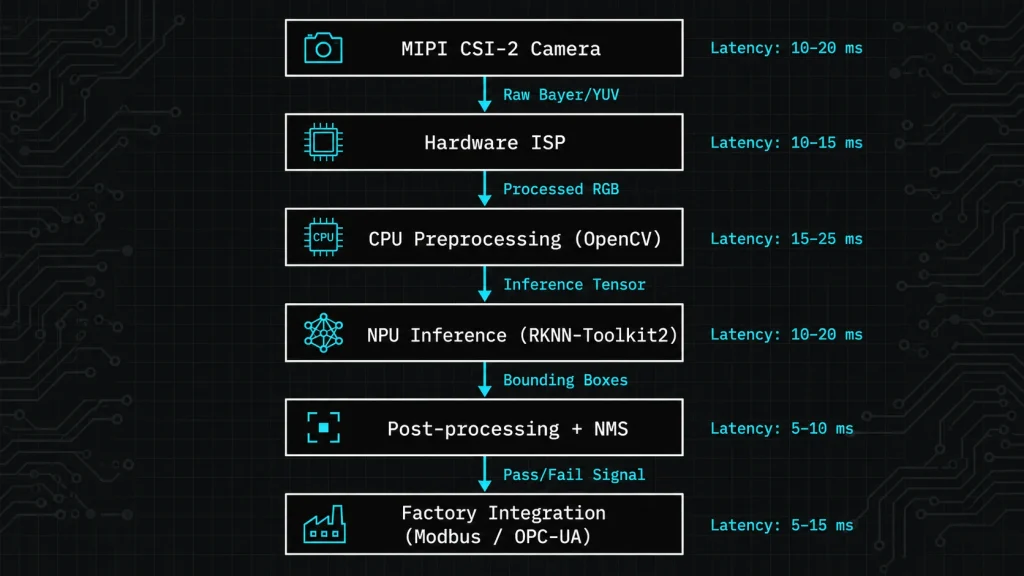
A complete embedded machine vision system on RK3588 is not just a board with a camera. The architecture spans image acquisition, preprocessing, inference, result handling, and communication with factory systems.
Recommended Stack for Inline AOI
┌────────────────────────────────────┐
│ Camera Layer │
│ MIPI CSI-2 area scan camera (2–12MP) │
│ Strobe-synchronized LED ring light │
└──────────────┬─────────────────────┘
│ Raw Bayer / YUV
┌─────────────▼──────────────────────┐
│ ISP Layer (Hardware) │
│ Noise reduction, lens shading correction │
│ Demosaicing, white balance, HDR │
└──────────────┬─────────────────────┘
│ Processed image (RGB/YUV)
┌──────────────▼─────────────────────┐
│ Preprocessing (CPU / A76) │
│ Resize, normalize, ROI crop │
│ Multi-thread pipeline via V4L2 + OpenCV │
└──────────────┬─────────────────────┘
│ Inference-ready tensor
┌──────────────▼─────────────────────┐
│ NPU Inference Layer │
│ RKNN-Toolkit2 runtime │
│ INT8 quantized model (YOLOv8 / ResNet / DETR) │
│ SCHED_FIFO priority for deterministic latency │
└──────────────┬─────────────────────┘
│ Detection results / bounding boxes
┌──────────────▼─────────────────────┐
│ Post-processing (CPU) │
│ NMS, confidence thresholding, class mapping │
│ Defect classification and coordinate mapping │
└──────────────┬─────────────────────┘
│ Pass/Fail signal + defect data
┌──────────────▼─────────────────────┐
│ Factory Integration │
│ GPIO trigger output → rejection actuator │
│ Modbus TCP / OPC-UA → SCADA / MES │
│ MQTT → cloud data aggregation │
└────────────────────────────────────┘
This architecture runs entirely on a single RK3588 board. No external server, no network inference call, no single point of failure beyond the board itself.
Key Software Components
V4L2 (Video for Linux 2): The kernel framework for camera capture on Linux. RK3588’s BSP includes optimized V4L2 drivers for MIPI CSI cameras, supporting low-latency frame callbacks that feed directly into the inference pipeline.
RKNN-Toolkit2: Rockchip’s model deployment SDK. Handles model conversion from TensorFlow, PyTorch (via ONNX), Caffe, and MXNet to the RKNN format, with INT8 quantization calibration and the runtime API for on-device inference.
OpenCV: The standard computer vision library for preprocessing operations. Works efficiently on RK3588 Debian/Ubuntu environments.
GStreamer: For multi-camera pipeline management, hardware-accelerated encoding of inspection video, and simultaneous capture from multiple sources.
Supported Defect Detection Use Cases
RK3588’s performance profile maps to a specific band of industrial inspection applications. Understanding where it fits — and where it doesn’t — saves weeks of integration effort.
✅ Strong Fit: Surface Defect Detection
PCB solder joint inspection, metal surface scratch detection, plastic injection molding surface defects, textile fabric defect classification — all of these use CNN or lightweight transformer models on 2D images, map cleanly to INT8 quantization, and operate at frame rates well within RK3588’s NPU capacity.
A comprehensive 2025 review in ScienceDirect covering 82 studies on PCB surface defect detection confirms that Automated Optical Inspection (AOI) remains the dominant approach in SMT production — and that deep learning-based methods, now holding 56% market share, are the performance standard. RK3588 runs these models at production-relevant speeds.
✅ Strong Fit: Object Detection and Counting
Pharmaceutical blister pack inspection (missing pills, broken tablets), food foreign object detection, component presence/absence verification on assembly lines — all are object detection tasks where YOLOv5/v8 models at INT8 precision deliver 50–65 FPS on RK3588, sufficient for lines running up to several hundred parts per minute.
✅ Strong Fit: Dimensional Measurement (Vision-Based)
Component dimension verification, gap measurement, and alignment checking using calibrated camera + edge detection algorithms (Canny, Hough transforms) run efficiently on the CPU cores, with the NPU handling any learned component localization step.
⚠️ Workable with Optimization: Multi-Camera Simultaneous Inspection
4–8 camera inspection nodes are achievable on a single RK3588 with careful pipeline design: reduced resolution per camera (720P vs. 4K), frame rate throttling to 15–20 FPS per stream, and time-multiplexed NPU scheduling. Beyond 8 simultaneous streams at full detection accuracy, a dedicated accelerator is the better architecture.
❌ Not the Right Fit: Sub-Micron Semiconductor Metrology
Wafer inspection, die-level defect localization at nanometer scale, and multi-gigapixel image stitching for semiconductor quality control require dedicated metrology hardware (Teledyne, KLA, Keyence high-end systems) or GPU-class compute. RK3588 is not in this space.
RKNN-Toolkit2: Deploying Your Detection Model on RK3588
The practical workflow for deploying a machine vision model on RK3588 follows three stages. Understanding each stage prevents the most common integration problems.
Stage 1: Model Training (Workstation)
Train your detection or classification model in PyTorch, TensorFlow, or your framework of choice on a GPU workstation. For machine vision tasks, start with proven architectures: YOLOv8n or YOLOv8s for detection, MobileNetV3 for classification, and EfficientDet-lite for multi-class inspection. Custom architectures work, but any layer not supported by RKNN’s NPU will fall back to CPU execution — check the RKNN operator support list before committing to unusual building blocks.
Stage 2: Quantization and Conversion (RKNN-Toolkit2, Workstation)
from rknn.api import RKNN
rknn = RKNN(verbose=True)
# Load trained ONNX model
rknn.load_onnx(model='./defect_detector.onnx')
# Configure quantization
rknn.config(mean_values=[[123.675, 116.28, 103.53]],
std_values=[[58.395, 57.12, 57.375]],
target_platform='rk3588')
# Build with INT8 quantization
rknn.build(do_quantization=True,
dataset='./calibration_dataset.txt')
# Export RKNN model
rknn.export_rknn('./defect_detector.rknn')The calibration dataset (the dataset.txt file referencing 100–300 representative images) is the most important variable in quantization quality. Use images that span the full range of lighting conditions, product variants, and defect types your system will encounter. A calibration set with poor diversity is the most common cause of post-quantization accuracy drops.
Stage 3: On-Device Inference (RK3588)
from rknnlite.api import RKNNLite
rknn_lite = RKNNLite()
rknn_lite.load_rknn('./defect_detector.rknn')
rknn_lite.init_runtime(core_mask=RKNNLite.NPU_CORE_ALL)
# Run inference
outputs = rknn_lite.inference(inputs=[preprocessed_image])Set the inference thread to SCHED_FIFO priority in Linux to minimize scheduling jitter — critical when your inspection system has hard latency requirements tied to conveyor speed.
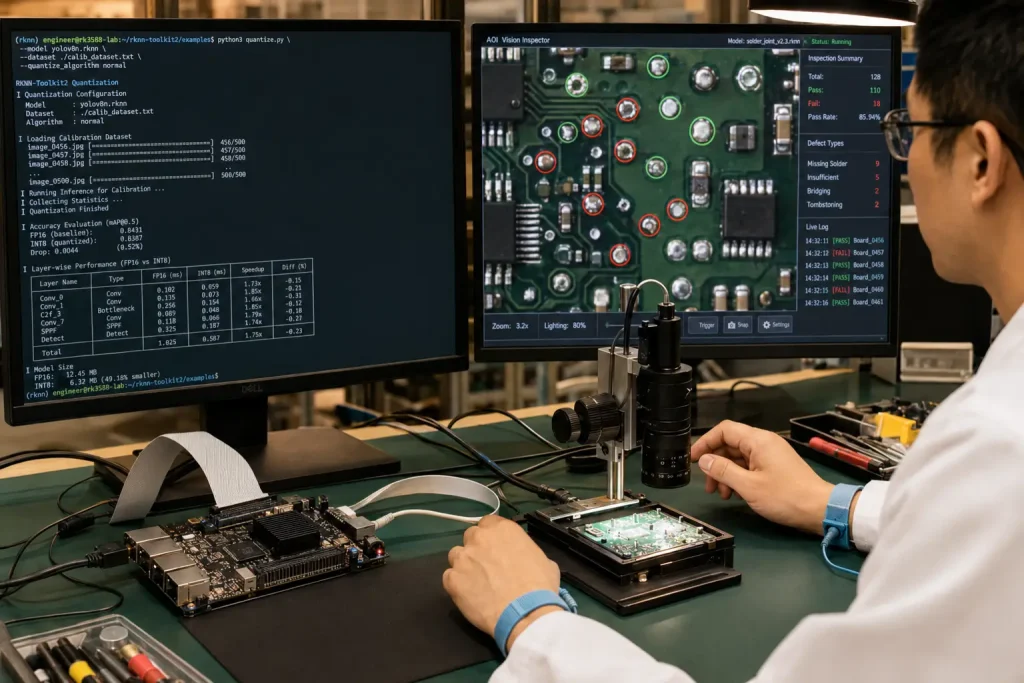
From the Factory Floor: Solving a Quantization Accuracy Problem
First-person account from ieeker’s embedded systems engineering team.
A customer building an inline solder joint inspection system for a PCB assembly line came to us with a working PyTorch model — a ResNet50-based classifier trained on 15,000 solder joint images, achieving 94.2% accuracy on the validation set. The problem: after INT8 quantization via RKNN-Toolkit2, accuracy dropped to 76.8%. The customer’s quality threshold was 91% minimum. At 76.8%, the false reject rate on good boards was economically unacceptable — line stoppages from unnecessary rejects were costing more than the defects the system was supposed to catch.
We diagnosed the issue in two parts. First, the calibration dataset was 60 images — all captured under the same lighting rig at the same time of day. The production line had three different LED illumination intensities across different inspection stations, and the calibration images didn’t represent this variation. Second, the final two fully connected layers of the ResNet50 were accumulating significant quantization error because their weight distributions were unusually wide — a characteristic that INT8 struggles with.
The fix involved two changes. We expanded the calibration dataset to 280 images sampling all three lighting conditions in equal proportion, plus 40 images of borderline-defect cases that the original calibration set underrepresented. We also applied mixed-precision quantization: the first 48 layers at INT8, the final two FC layers at FP16. RKNN-Toolkit2 supports per-layer precision overrides specifically for this scenario.
After rebuilding the model, accuracy on the validation set recovered to 91.7%. On-device latency was 31ms per frame — within the customer’s 40ms budget for their conveyor speed. The system went into production pilot six days after the diagnosis call. In three months of operation, the false reject rate was 0.4%, within the customer’s 0.5% acceptable threshold.
The lesson: INT8 quantization accuracy is not a fixed property of your model. It is a function of calibration data quality and per-layer precision decisions. Both are controllable, and both require domain knowledge of your inspection environment to get right.
Project Case Study: Automotive Stamping Part Surface Inspection
RK3588 embedded vision deployment, 6-camera inspection station, automotive Tier 1 supplier.
In early 2025, an automotive Tier 1 supplier contracted us to replace a PC-based inspection station on a stamping press line with an embedded solution. The existing system used a desktop PC running Windows and a USB3 Vision camera, with proprietary inspection software from a machine vision vendor. The problems: the PC required quarterly maintenance, the Windows OS introduced unpredictable latency spikes during system updates, and the overall system cost per station was prohibitive for scaling to 12 additional press lines.
The replacement specification required detection of surface scratches, deformation marks, and oil contamination on stamped steel brackets at 30 parts per minute, with zero false negatives on cracks wider than 0.3mm and a false positive rate below 2%.
We built the replacement system on an ieeker RK3588 industrial SBC with a 5MP MIPI area scan camera, structured LED ring light with strobe sync via GPIO, and a Debian Linux environment running a custom YOLOv8s-based detection model. The model was trained on 8,200 labeled images of stamped bracket surfaces, covering all three defect types plus clean-surface negatives.

Key results after 60-day production validation:
| Metric | Target | Achieved |
|---|---|---|
| Crack detection rate (≥0.3mm) | 100% | 100% |
| Scratch detection rate | >95% | 97.3% |
| False positive rate | <2% | 1.1% |
| Inspection cycle time | <2s/part | 1.4s/part |
| System power draw | <25W | 11.8W |
| Unplanned downtime (60 days) | <4 hours | 0 hours |
| BOM cost vs PC-based system | — | 67% reduction |
The 67% BOM cost reduction was the figure that drove the customer’s decision to scale to all 13 press lines. Total project: 13 units shipped, all running identical Buildroot images with OTA update capability via SWUpdate. The customer’s maintenance team can update inspection models fleet-wide without physical access to each station.
RK3588 vs Competing Platforms for Machine Vision
| Platform | AI Performance | Vision-Specific Features | Power | Cost | Best Fit |
|---|---|---|---|---|---|
| RK3588 | 6 TOPS NPU | Dual ISP, 32MP, MIPI×4 | 5–13W | $$ | Embedded AOI, smart camera, multi-camera node |
| Jetson Orin Nano | 40 TOPS | Single ISP, CSI×2 | 7–15W | $$$$ | Complex models, CUDA ecosystem |
| Hailo-8 | 26 TOPS | No ISP (needs host SoC) | 2.5–3W | $$$$ | High-throughput vision accelerator add-on |
| NXP i.MX 8M Plus | 2.3 TOPS | Dual ISP, MIPI×2 | 3–5W | $$ | Low-complexity IoT inspection |
| Raspberry Pi 5 | No NPU | Single CSI | 5–8W | $ | Development/prototyping only |
For machine vision specifically, RK3588’s dual ISP and 4×4-lane MIPI connectivity give it a structural advantage over platforms like the Jetson Orin Nano, which has stronger AI compute but weaker native camera interfaces. When your inspection system needs to handle raw camera data at high resolution, the ISP matters as much as the NPU.
Cognex Corporation and Keyence Corporation — the two largest machine vision vendors globally — both build integrated smart camera solutions that embed processing at the camera head. RK3588-based embedded designs follow the same architectural philosophy but give industrial hardware manufacturers the flexibility to integrate custom sensors, housings, and I/O interfaces that off-the-shelf smart cameras cannot accommodate.
Is RK3588 the Right Platform for Your Machine Vision Application?
Use this checklist before committing to the platform:
RK3588 is a strong fit if:
- ✅ Your inspection task uses CNN or lightweight transformer models (YOLOv5/v8, ResNet, MobileNet, DETR variants)
- ✅ You need single-board image acquisition + inference + I/O in one unit
- ✅ Your camera uses MIPI CSI-2 or USB3 Vision interface
- ✅ Power budget is under 15W or passive cooling is required
- ✅ You need to scale to multiple identical units with controlled BOM cost
- ✅ Your team works in Python/C++ on Linux
- ✅ Inspection latency requirement is 15ms or above per frame
Consider alternatives if:
- ⚠️ You need simultaneous inference on 12+ camera streams at full resolution
- ⚠️ Your model uses architectures with many unsupported NPU operators (attention-heavy transformers)
- ⚠️ You require sub-10ms deterministic inference for hard real-time control loops
- ❌ Sub-micron metrology or semiconductor wafer inspection
- ❌ Real-time 3D point cloud processing (LiDAR fusion)
- ❌ Model complexity requires FP32 throughout (no quantization tolerance)
IEEKER RK3588 Boards for Machine Vision Deployments
IEEKER’s RK3588 industrial SBCs are pre-validated for machine vision deployments, with BSP support including:
- Optimized V4L2 MIPI CSI-2 camera drivers (tested with Sony IMX415, IMX577, OV13850 sensors)
- RKNN-Toolkit2 runtime pre-installed on Debian 12 and Ubuntu 22.04 images
- GPIO strobe synchronization interface for LED ring light control
- Modbus TCP and OPC-UA library integration guides for factory system connectivity
- Hardware H.265 encoding for inspection video archiving without CPU overhead
For custom machine vision system designs — sensor selection, housing integration, custom carrier board layout for specific camera interfaces — our custom development board design service covers hardware and BSP bringup end-to-end.
If you’re evaluating RK3588 for a specific inspection application, review our RK3588 NPU performance guide for detailed benchmark data and model compatibility information, or contact our engineering team to discuss your use case.
FAQ
Can RK3588 handle line scan cameras for continuous web inspection?
Line scan cameras typically use Camera Link or CoaXPress interfaces, which require frame grabbers connected via PCIe. RK3588’s PCIe 3.0 interface can host compatible frame grabbers, but BSP support for specific frame grabber cards requires validation. For web inspection applications (film, fabric, paper), contact us to discuss interface compatibility before committing.
What is the maximum image resolution RK3588 can process for inspection?
The ISP supports sensors up to 32MP. Practical inspection resolution depends on the NPU inference requirement: at 4K (8MP), the ISP can deliver processed frames at 60fps to the NPU pipeline. At 12MP, frame rate drops but single-frame latency is manageable for non-continuous inspection cycles.
Does RKNN-Toolkit2 support anomaly detection models (not just supervised detection)?
Yes. Unsupervised anomaly detection approaches based on feature extraction (PatchCore, FastFlow) can be deployed on RK3588 by running the feature extractor backbone (ResNet, EfficientNet) on the NPU and the anomaly scoring step on the CPU. Full end-to-end unsupervised model deployment is more complex than standard detection but is feasible with custom RKNN operator implementation.
How does RK3588 handle temperature stability in sealed industrial enclosures?
RK3588 is fabricated on an 8nm process, with typical power draw of 5–13W under NPU load. In a properly designed aluminum passive enclosure with thermal interface material between the SoC and enclosure wall, sustained operation at ambient temperatures up to 55°C is achievable without throttling. ieeker’s industrial SBC designs are validated for this thermal profile.
Conclusion
The shift of machine vision from PC-based centralized processing to embedded edge deployment is accelerating. The AI industrial defect detection market is projected to expand from USD 2.66 billion in 2025 to USD 4.02 billion by 2030, with deep learning-based approaches dominant. For manufacturers building or sourcing the embedded compute platform that powers these systems, RK3588 occupies a well-defined and defensible position: enough NPU performance for production-grade inspection tasks, full-SoC integration including ISP and industrial I/O, and a power/cost profile that makes fleet-scale deployment economically rational.
The platform is not the answer for every inspection problem. Sub-micron metrology, 16+ simultaneous camera streams, and hard real-time control loops all require different architectures. But for the broad middle band of industrial machine vision — surface inspection, component detection, AOI, dimensional verification — RK3588 is a platform worth serious engineering evaluation.
Explore ieeker’s RK3588 embedded SBC lineup or read our complete embedded Linux board guide for broader platform context.
Sources and References:
- Machine Vision Market Size & Share 2025–2030 — MarketsandMarkets
- AI Industrial Defect Detection Market 2025–2035 — Future Market Insights
- SMF-DETR: Bearing Defect Detection on RK3588 — Annals of the New York Academy of Sciences (2025)
- Real-Time Wire Rope Detection on RK3588 — Scientific Reports (2025)
- PCB Surface Defect Detection Review — ScienceDirect (2025)
- RK3588 NPU Benchmarks — TinyComputers.io (2025)
- Industrial Machine Vision Market 2025 — Global Growth Insights
- Automated Optical Inspection — Wikipedia
- RKNN-Toolkit2 — Rockchip GitHub






