
O RK3588 é uma plataforma comprovada para visão artificial industrial e deteção de defeitos - executando YOLOv5s a 54+ FPS e transformadores de deteção leves a 58 FPS no dispositivo, com uma NPU 6 TOPS a lidar com inferência INT8 a 5-6W. Adapta-se a AOI de linha única, nós de inspeção multicâmara e aplicações de câmaras inteligentes incorporadas em que o custo, a potência e o fator de forma são importantes. Para metrologia de semicondutores sub-micrónicos ou fluxos simultâneos de 32 câmaras, um acelerador dedicado é o melhor caminho.
Principais conclusões
- O mercado global de visão artificial atingiu 15,83 mil milhões de dólares em 2025 e prevê-se que cresça a uma taxa de crescimento anual de 8,3% até 2030 - a deteção de defeitos industriais é o principal fator de crescimento (MarketsandMarkets)
- O RK3588 efectua a deteção de defeitos nos rolamentos a 58,1 FPS no dispositivo utilizando um modelo DETR ligeiro a 96,2% mAP@50 (Annals of the New York Academy of Sciences, 2025)
- A NPU 6 TOPS suporta YOLOv5, YOLOv8, MobileNet, ResNet e arquitecturas CNN personalizadas através do RKNN-Toolkit2 - não é necessária uma estrutura de IA especializada
- Sobre 41% de novas implementações de sistemas de visão em 2025 incluem capacidades de IA de ponta, impulsionadas por requisitos de latência, privacidade e largura de banda (Global Growth Insights)
- As implementações de visão artificial RK3588 consomem 5-13W - vs. 10-30W para alternativas baseadas em GPU - permitindo o arrefecimento passivo em compartimentos industriais selados
- Deteção de defeitos baseada na aprendizagem profunda 56% quota de mercado em 2025, tornando as plataformas periféricas compatíveis com CNN/transformador, como o RK3588, a escolha de arquitetura por defeito (Future Market Insights)
Porque é que a Visão Mecânica está a deslocar-se para a periferia - e porque é que o RK3588 se encaixa
A visão artificial tem sido, desde há muito, uma tecnologia dependente do servidor. As câmeras capturam imagens; um PC ou servidor de rack as processa; os resultados retornam por Ethernet ou Fieldbus. Esse modelo funcionava quando as linhas de produção funcionavam em baixas velocidades, as imagens eram de baixa resolução e a tolerância de latência era medida em segundos.
O fabrico moderno quebra estes três pressupostos. As linhas SMT de alta velocidade produzem 50.000 componentes por hora. A inspeção de células de baterias de veículos eléctricos requer a deteção de defeitos sub-milimétricos a velocidades de transporte superiores a 2 metros por segundo. As linhas de embalagem de alimentos toleram zero falsos negativos de contaminação. O envio de cada fotograma para um servidor central - através de uma rede de fábrica com restrições de programação em tempo real - já não é viável para as aplicações mais exigentes.
De acordo com Mercados e MercadosO mercado global de visão artificial está a crescer de 15,83 mil milhões de dólares em 2025 para 23,63 mil milhões de dólares em 2030, com um CAGR de 8,3%. O modelo de implementação de crescimento mais rápido é incorporado e baseado na extremidade - câmaras inteligentes e SBCs incorporados que processam imagens no ponto de aquisição, eliminando a latência da rede e os estrangulamentos do servidor central.
O RK3588 aborda esta mudança diretamente. A sua NPU de 6 TOPS, o dual-ISP que suporta câmaras até 32MP, a codificação H.265 por hardware e as interfaces de E/S industriais fazem dele uma plataforma capaz para visão artificial incorporada - não uma solução de compromisso, mas uma arquitetura adequada para o caso de utilização de inspeção de ponta.
Como o hardware RK3588 suporta cargas de trabalho de visão mecânica
Para compreender onde o RK3588 se destaca na visão mecânica, é necessário olhar para além da especificação NPU para o conjunto completo de caraterísticas do SoC que a inspeção industrial realmente utiliza.
Aquisição de imagens: ISP e interface de câmara
O RK3588 integra um ISP (Processador de sinal de imagem) duplo capaz de lidar com sensores de até 32MP. Isto não é uma nota de rodapé de marketing - na visão artificial, a qualidade do ISP afecta diretamente a precisão da deteção de defeitos. O ISP lida com a redução de ruído, correção de sombras da lente, equilíbrio automático de brancos e mapeamento de tons HDR em hardware, descarregando estas operações computacionalmente dispendiosas da CPU e NPU.
Opções de conetividade da câmara no RK3588:
| Interface | Faixas máximas | Utilização típica |
|---|---|---|
| MIPI CSI-2 | Pistas 4×4 | Câmaras de varrimento de área, sensores de classe GigE |
| USB 3.0 | 2 portos | Câmaras USB3 Vision, câmaras USB industriais |
| Entrada HDMI | 1 porta | Cartões de captura, entrada analógico-digital |
| PCIe 3.0 | 1×4 ou 2×2 | Captadores de imagens CoaXPress / Camera Link |
Para a maioria das aplicações de visão mecânica incorporadas, o MIPI CSI-2 é o caminho principal. Uma ligação MIPI de 4 vias suporta a transferência de imagens em bruto até 4K@60fps, suficiente para a maioria das tarefas de AOI e inspeção de superfícies em linha.
NPU: O motor de inferência
A NPU 6 TOPS é o núcleo da capacidade de visão artificial do RK3588. Suporta quantização INT4, INT8 e INT16 para CNN e modelos baseados em transformadores, com FP16 disponível para camadas sensíveis à precisão. Na visão artificial, a quantização INT8 é o modo de implementação padrão - oferecendo uma precisão próxima de FP32 com uma melhoria de rendimento de 4-8x.
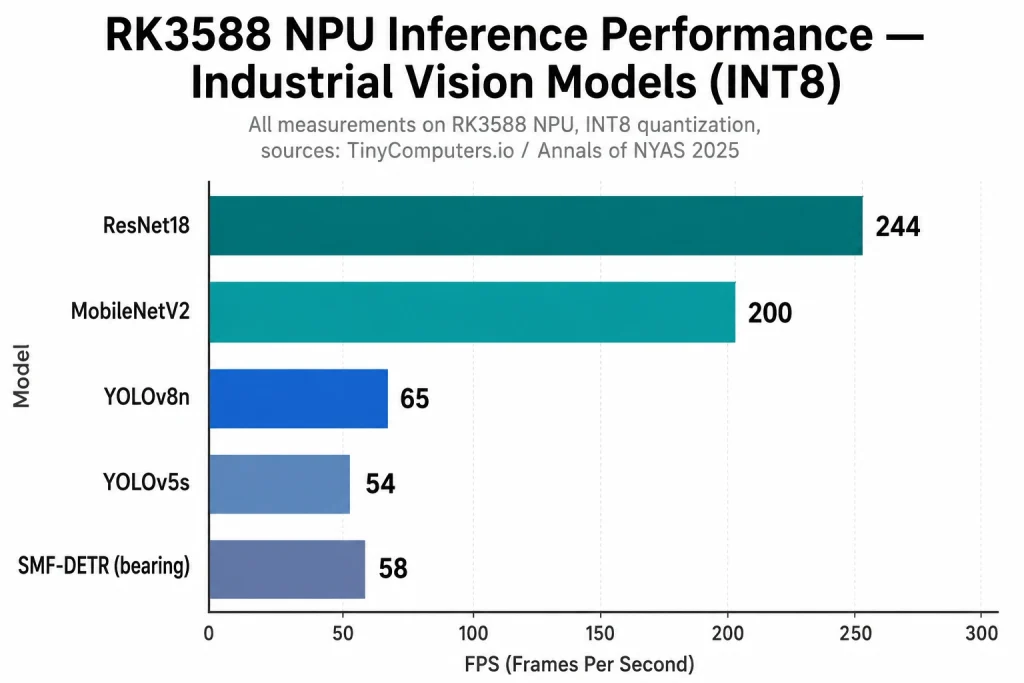
Benchmarks do mundo real da TinyComputers.io mostram o ResNet18 funcionando a 244 FPS com latência de 4,09 ms na NPU RK3588. Para tarefas de classificação de defeitos que utilizam arquitecturas ResNet, isto traduz-se num rendimento de inspeção que lida com aplicações de transporte de alta velocidade sem perda de frames.
Largura de banda da CPU e da memória
Os núcleos Cortex-A76 lidam com tarefas de pré e pós-processamento que não são mapeadas eficientemente para a NPU: descodificação de imagens, supressão não máxima (NMS), empacotamento de resultados e comunicação com sistemas PLC ou SCADA. O melhor desempenho single-thread do A76 em relação aos seus antecessores (aproximadamente 2,5-3x vs. Cortex-A72) é significativo para estas operações de pré-processamento sequencial.
A memória LPDDR4X com um barramento de 64 bits fornece a largura de banda necessária para manter a captura simultânea da câmara, o pipeline de inferência da NPU e a saída de resultados sem estrangulamentos de memória - um modo de falha comum em plataformas incorporadas de gama baixa.
Desempenho da visão artificial RK3588: Dados de referência reais
As especificações em bruto são menos importantes do que os resultados medidos em tarefas de inspeção reais. Eis o que a investigação publicada e os dados de implementação mostram.
Referências de deteção de defeitos
Um estudo de 2025 publicado nos Anais da Academia de Ciências de Nova Iorque avaliou o transformador de deteção SMF-DETR - optimizado para a deteção de defeitos na superfície dos rolamentos - na plataforma RK3588:
| Métrica | Valor |
|---|---|
| mAP@50 | 96.2% |
| Exatidão | 98.1% |
| FPS no RK3588 | 58,1 FPS |
| FPS na GPU do computador | 97,3 FPS |
| Redução do tamanho do modelo vs. linha de base | 37.1% |
| Redução dos custos informáticos | 57.7% |
58 FPS numa placa incorporada que consome menos de 10W, a 96,2% mAP - este é um desempenho viável para a produção de inspeção de rolamentos a velocidades de transporte realistas.
Um estudo separado publicado na revista Scientific Reports (2025) implementou um sistema de deteção de defeitos em cabos de aço no RK3588 utilizando uma arquitetura baseada no MobileNetV3 com um mecanismo de atenção personalizado. Os investigadores escolheram o RK3588 em vez do Jetson Nano especificamente devido à sua maior densidade computacional com o mesmo envelope de potência e ponto de custo - alcançando um desempenho de deteção em tempo real que os sistemas dependentes do servidor necessitavam de 20 a 30 minutos para concluir.
Tabela de desempenho da carga de trabalho do Vision
| Modelo | Tarefa | Precisão | Latência | FPS |
|---|---|---|---|---|
| ResNet18 | Classificação | INT8 | 4.09ms | 244 |
| YOLOv5s | Deteção de objectos | INT8 | ~18ms | ~54 |
| YOLOv8n | Deteção de objectos | INT8 | ~15ms | ~65 |
| MobileNetV2 | Extração de caraterísticas | INT8 | ~5ms | ~200 |
| SMF-DETR (rolamento) | Deteção de defeitos | INT8 | ~17ms | 58.1 |
| MobileNetV3 (cabo de aço) | Deteção de defeitos | INT8 | ~20ms | ~50 |
Fontes: Referências do TinyComputers.io; Annals of the New York Academy of Sciences (2025); Scientific Reports (2025)
Arquitetura do sistema de visão artificial no RK3588
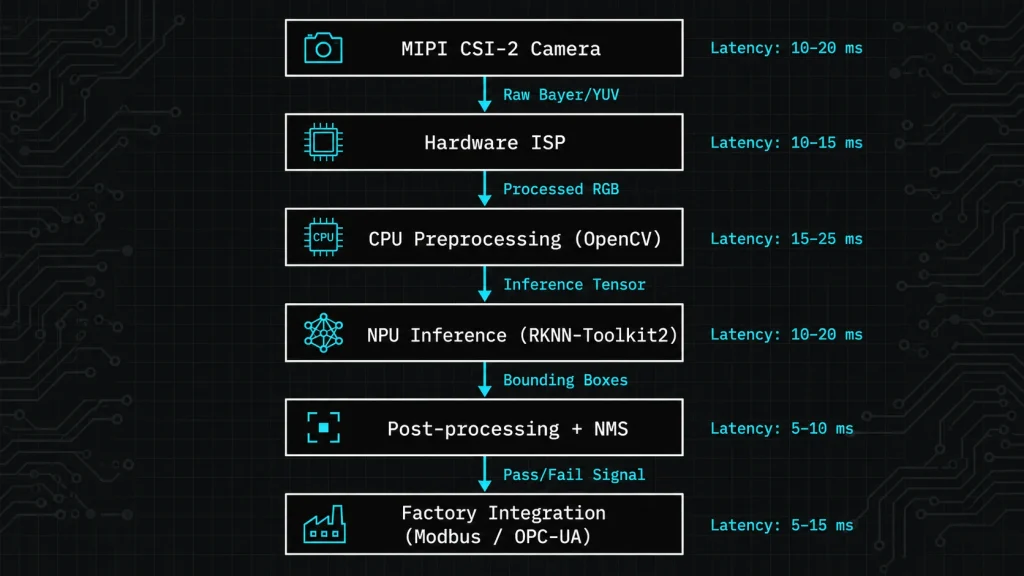
Um sistema completo de visão artificial incorporado no RK3588 não é apenas uma placa com uma câmara. A arquitetura abrange a aquisição de imagens, o pré-processamento, a inferência, o tratamento dos resultados e a comunicação com os sistemas da fábrica.
Pilha recomendada para AOI em linha
┌────────────────────────────────────┐
Camada de câmara │
│ Câmara de varrimento de área MIPI CSI-2 (2-12MP) │
Anel luminoso LED sincronizado com estroboscópio │
└──────────────┬─────────────────────┘
│ Raw Bayer / YUV
┌─────────────▼──────────────────────┐
Camada ISP (Hardware) │
Redução do ruído, correção da tonalidade da lente │
Demosaicing, equilíbrio de brancos, HDR │
└──────────────┬─────────────────────┘
│ Imagem processada (RGB/YUV)
┌──────────────▼─────────────────────┐
│ Pré-processamento (CPU / A76) │
Redimensionar, normalizar, cortar ROI │
Pipeline multi-thread via V4L2 + OpenCV │
└──────────────┬─────────────────────┘
Tensor pronto para a inferência
┌──────────────▼─────────────────────┐
│ Camada de inferência NPU │
│ Tempo de execução do RKNN-Toolkit2 │
Modelo quantificado INT8 (YOLOv8 / ResNet / DETR) │
│ Prioridade SCHED_FIFO para latência determinística │
└──────────────┬─────────────────────┘
Resultados da deteção / caixas delimitadoras
┌──────────────▼─────────────────────┐
│ Pós-processamento (CPU) │
│ NMS, limiar de confiança, mapeamento de classes │
│ Classificação de defeitos e mapeamento de coordenadas │
└──────────────┬─────────────────────┘
Sinal de aprovação/reprovação + dados de defeito
┌──────────────▼─────────────────────┐
│ Integração na fábrica │
│ Saída de disparo GPIO → atuador de rejeição │
│ Modbus TCP / OPC-UA → SCADA / MES │
│ MQTT → agregação de dados na nuvem │
└────────────────────────────────────┘
Esta arquitetura funciona inteiramente numa única placa RK3588. Nenhum servidor externo, nenhuma chamada de inferência de rede, nenhum ponto único de falha para além da própria placa.
Principais componentes de software
V4L2 (Vídeo para Linux 2): A estrutura do kernel para captura de câmara no Linux. O BSP do RK3588 inclui controladores V4L2 optimizados para câmaras MIPI CSI, suportando chamadas de retorno de fotogramas de baixa latência que alimentam diretamente o pipeline de inferência.
RKNN-Toolkit2: SDK de implantação de modelos do Rockchip. Lida com a conversão de modelos do TensorFlow, PyTorch (via ONNX), Caffe e MXNet para o formato RKNN, com calibração de quantização INT8 e a API de tempo de execução para inferência no dispositivo.
OpenCV: A biblioteca de visão computacional padrão para operações de pré-processamento. Funciona eficientemente em ambientes RK3588 Debian/Ubuntu.
GStreamer: Para gestão de condutas de várias câmaras, codificação acelerada por hardware de vídeo de inspeção e captura simultânea de várias fontes.
Casos de utilização de deteção de defeitos suportados
O perfil de desempenho do RK3588 é mapeado para uma faixa específica de aplicações de inspeção industrial. Compreender onde ele se encaixa - e onde não se encaixa - economiza semanas de esforço de integração.
✅ Ajuste forte: Deteção de defeitos de superfície
Inspeção de juntas de soldadura de PCB, deteção de riscos na superfície metálica, defeitos na superfície de moldagem por injeção de plástico, classificação de defeitos em tecidos - tudo isto utiliza CNN ou modelos de transformadores leves em imagens 2D, mapeia de forma limpa a quantização INT8 e funciona a taxas de fotogramas bem dentro da capacidade da NPU do RK3588.
Uma revisão exaustiva de 2025 em ScienceDirect que abrange 82 estudos sobre a deteção de defeitos na superfície de PCB confirma que Inspeção ótica automatizada (AOI) continua a ser a abordagem dominante na produção SMT - e que os métodos baseados na aprendizagem profunda, que detêm atualmente uma quota de mercado de 56%, são o padrão de desempenho. O RK3588 executa estes modelos a velocidades relevantes para a produção.
✅ Ajuste forte: Deteção e contagem de objectos
Inspeção de embalagens blister farmacêuticas (comprimidos em falta, comprimidos partidos), deteção de objectos estranhos em produtos alimentares, verificação da presença/ausência de componentes em linhas de montagem - todas estas são tarefas de deteção de objectos em que os modelos YOLOv5/v8 com precisão INT8 fornecem 50-65 FPS no RK3588, o que é suficiente para linhas com várias centenas de peças por minuto.
Ajuste forte: Medição dimensional (baseada na visão)
A verificação das dimensões dos componentes, a medição das folgas e a verificação do alinhamento utilizando a câmara calibrada e os algoritmos de deteção de extremidades (transformadas de Canny e Hough) são executados de forma eficiente nos núcleos da CPU, com a NPU a tratar de qualquer passo de localização de componentes aprendidos.
⚠️ Trabalhar com otimização: Inspeção Simultânea Multi-Câmara
É possível obter 4-8 nós de inspeção de câmaras num único RK3588 com uma conceção cuidadosa do pipeline: resolução reduzida por câmara (720P vs. 4K), limitação da velocidade de fotogramas para 15-20 FPS por fluxo e agendamento de NPU com multiplexagem temporal. Para além de 8 fluxos simultâneos com precisão total de deteção, um acelerador dedicado é a melhor arquitetura.
❌ Não é o ajuste certo: Metrologia de Semicondutores Sub-Micron
A inspeção de bolachas, a localização de defeitos ao nível do molde à escala nanométrica e a união de imagens multi-gigapixel para controlo da qualidade dos semicondutores requerem hardware de metrologia dedicado (sistemas topo de gama Teledyne, KLA, Keyence) ou computação de classe GPU. O RK3588 não está neste espaço.
RKNN-Toolkit2: Implementando seu modelo de deteção no RK3588
O fluxo de trabalho prático para implantar um modelo de visão mecânica no RK3588 segue três etapas. A compreensão de cada etapa evita os problemas de integração mais comuns.
Fase 1: Formação de modelos (estação de trabalho)
Treine o seu modelo de deteção ou classificação em PyTorch, TensorFlow ou na sua estrutura de eleição numa estação de trabalho GPU. Para tarefas de visão artificial, comece com arquitecturas comprovadas: YOLOv8n ou YOLOv8s para deteção, MobileNetV3 para classificação e EfficientDet-lite para inspeção multi-classe. As arquitecturas personalizadas funcionam, mas qualquer camada não suportada pela NPU do RKNN voltará a ser executada pela CPU - verifique a lista de suporte do operador RKNN antes de se comprometer com blocos de construção invulgares.
Etapa 2: Quantização e conversão (RKNN-Toolkit2, estação de trabalho)
de rknn.API importação RKNN
rknn = RKNN(detalhado=Verdadeiro)
# Carregar modelo ONNX treinado
rknn.load_onnx(modelo='./defect_detector.onnx')
# Configurar a quantização
rknn.configuração(valores_médios=[[123.675, 116.28, 103.53]],
valores_estatais=[[58.395, 57.12, 57.375]],
plataforma_alvo="rk3588)
# Construído com quantização INT8
rknn.construir(do_quantization=Verdadeiro,
conjunto de dados='./conjunto_de_dados_de_calibração.txt')
# Modelo RKNN de exportação
rknn.exportar_rknn('./defect_detector.rknn')O conjunto de dados de calibração (o conjunto de dados.txt O ficheiro de referência de 100-300 imagens representativas) é a variável mais importante na qualidade da quantização. Utilize imagens que abranjam toda a gama de condições de iluminação, variantes de produtos e tipos de defeitos que o seu sistema irá encontrar. Um conjunto de calibragem com pouca diversidade é a causa mais comum de quedas na precisão pós-quantização.
Fase 3: Inferência no dispositivo (RK3588)
de rknnlite.API importação RKNNLite
rknn_lite = RKNNLite()
rknn_lite.carregar_rknn('./defect_detector.rknn')
rknn_lite.init_runtime(máscara_núcleo=RKNNLite.NPU_CORE_ALL)
# Inferência de funcionamento
resultados = rknn_lite.inferência(entradas=[imagem pré-processada])Definir o segmento de inferência para SCHED_FIFO no Linux para minimizar a instabilidade da programação - essencial quando o seu sistema de inspeção tem requisitos de latência rígidos associados à velocidade do transportador.
Do chão de fábrica: Resolvendo um problema de precisão de quantização
Relato na primeira pessoa da equipa de engenharia de sistemas incorporados da ieeker.
Um cliente que está a construir um sistema de inspeção de juntas de soldadura em linha para uma linha de montagem de PCB chegou até nós com um modelo PyTorch funcional - um classificador baseado em ResNet50 treinado em 15.000 imagens de juntas de soldadura, alcançando uma precisão de 94,2% no conjunto de validação. O problema: após a quantização INT8 através do RKNN-Toolkit2, a precisão caiu para 76,8%. O limite de qualidade do cliente era de 91% no mínimo. Com 76,8%, a taxa de falsas rejeições em boas placas era economicamente inaceitável - as paragens de linha devido a rejeições desnecessárias estavam a custar mais do que os defeitos que o sistema deveria detetar.
Diagnosticámos o problema em duas partes. Em primeiro lugar, o conjunto de dados de calibração era constituído por 60 imagens - todas captadas sob o mesmo equipamento de iluminação e à mesma hora do dia. A linha de produção tinha três intensidades diferentes de iluminação LED em diferentes estações de inspeção, e as imagens de calibração não representavam esta variação. Em segundo lugar, as duas últimas camadas totalmente ligadas da ResNet50 estavam a acumular erros de quantização significativos porque as suas distribuições de peso eram invulgarmente amplas - uma caraterística com a qual a INT8 se debate.
A correção envolveu duas alterações. Expandimos o conjunto de dados de calibração para 280 imagens, amostrando as três condições de iluminação em igual proporção, mais 40 imagens de casos de defeito limite que o conjunto de calibração original não representava. Também aplicámos uma quantização de precisão mista: as primeiras 48 camadas em INT8, as duas últimas camadas FC em FP16. O RKNN-Toolkit2 suporta substituições de precisão por camada especificamente para este cenário.
Depois de reconstruir o modelo, a precisão no conjunto de validação recuperou para 91,7%. A latência no dispositivo foi de 31 ms por quadro - dentro do orçamento de 40 ms do cliente para a velocidade do transportador. O sistema entrou em produção piloto seis dias após a chamada de diagnóstico. Em três meses de operação, a taxa de falsa rejeição foi de 0,4%, dentro do limite aceitável de 0,5% do cliente.
A lição: a precisão da quantização da INT8 não é uma propriedade fixa do seu modelo. É uma função da qualidade dos dados de calibração e das decisões de precisão por camada. Ambas são controláveis e ambas requerem conhecimento de domínio do seu ambiente de inspeção para serem corretas.
Estudo de caso de projeto: Inspeção de Superfície de Peças de Estampagem Automóvel
Implementação de visão incorporada RK3588, estação de inspeção de 6 câmaras, fornecedor automóvel Tier 1.
No início de 2025, um fornecedor automotivo Tier 1 nos contratou para substituir uma estação de inspeção baseada em PC em uma linha de prensa de estampagem por uma solução incorporada. O sistema existente utilizava um PC de secretária com Windows e uma câmara USB3 Vision, com software de inspeção proprietário de um fornecedor de visão artificial. Os problemas: o PC exigia manutenção trimestral, o sistema operacional Windows introduzia picos de latência imprevisíveis durante as atualizações do sistema e o custo geral do sistema por estação era proibitivo para escalar para 12 linhas de prensa adicionais.
A especificação de substituição exigia a deteção de riscos superficiais, marcas de deformação e contaminação por óleo em suportes de aço estampado a 30 peças por minuto, com zero falsos negativos em fissuras com largura superior a 0,3 mm e uma taxa de falsos positivos inferior a 2%.
Construímos o sistema de substituição num SBC industrial ieeker RK3588 com uma câmara de varrimento de área MIPI de 5MP, luz anelar LED estruturada com sincronização estroboscópica através de GPIO e um ambiente Debian Linux que executa um modelo de deteção personalizado baseado no YOLOv8s. O modelo foi treinado em 8.200 imagens rotuladas de superfícies de suportes estampados, abrangendo os três tipos de defeitos e negativos de superfícies limpas.

Principais resultados após 60 dias de validação da produção:
| Métrica | Objetivo | Alcançado |
|---|---|---|
| Taxa de deteção de fissuras (≥0,3 mm) | 100% | 100% |
| Taxa de deteção de riscos | >95% | 97.3% |
| Taxa de falsos positivos | <2% | 1.1% |
| Tempo do ciclo de inspeção | <2s/parte | 1,4s/parte |
| Consumo de energia do sistema | <25W | 11.8W |
| Tempo de inatividade não planeado (60 dias) | <4 horas | 0 horas |
| Custo da lista técnica versus sistema baseado em PC | - | Redução 67% |
A redução do custo da lista técnica do 67% foi o fator que levou o cliente a decidir alargar o projeto a todas as 13 linhas de impressão. Total do projeto: 13 unidades enviadas, todas com imagens Buildroot idênticas e capacidade de atualização OTA através do SWUpdate. A equipa de manutenção do cliente pode atualizar os modelos de inspeção em toda a frota sem acesso físico a cada estação.
RK3588 vs. Plataformas concorrentes para visão mecânica
| Plataforma | Desempenho da IA | Caraterísticas específicas da visão | Potência | Custo | Melhor ajuste |
|---|---|---|---|---|---|
| RK3588 | 6 TOPS NPU | ISP duplo, 32MP, MIPI×4 | 5-13W | $$ | AOI incorporada, câmara inteligente, nó multi-câmara |
| Jetson Orin Nano | 40 TOPS | ISP único, CSI×2 | 7-15W | $$$$ | Modelos complexos, ecossistema CUDA |
| Hailo-8 | 26 TOPS | Sem ISP (necessita de SoC anfitrião) | 2.5-3W | $$$$ | Complemento do acelerador de visão de alto rendimento |
| NXP i.MX 8M Plus | 2.3 TOPS | ISP duplo, MIPI×2 | 3-5W | $$ | Inspeção IoT de baixa complexidade |
| Raspberry Pi 5 | Não NPU | CSI único | 5-8W | $ | Apenas desenvolvimento/prototipagem |
Especificamente para a visão mecânica, o ISP duplo do RK3588 e a conetividade MIPI de 4×4 vias dão-lhe uma vantagem estrutural sobre plataformas como o Jetson Orin Nano, que tem um cálculo de IA mais forte mas interfaces de câmara nativas mais fracas. Quando seu sistema de inspeção precisa lidar com dados brutos da câmera em alta resolução, o ISP é tão importante quanto a NPU.
Cognex Corporation e Corporação Keyence - Os dois maiores fornecedores de visão mecânica a nível mundial - ambos constroem soluções integradas de câmaras inteligentes que incorporam o processamento na cabeça da câmara. Os designs integrados baseados no RK3588 seguem a mesma filosofia arquitetónica, mas dão aos fabricantes de hardware industrial a flexibilidade para integrar sensores, caixas e interfaces de E/S personalizados que as câmaras inteligentes de prateleira não podem acomodar.
O RK3588 é a plataforma certa para a sua aplicação de visão mecânica?
Utilize esta lista de verificação antes de se comprometer com a plataforma:
O RK3588 é uma boa opção se:
- A sua tarefa de inspeção utiliza CNN ou modelos de transformadores leves (YOLOv5/v8, ResNet, MobileNet, variantes DETR)
- Necessita de aquisição de imagens + inferência + E/S numa única unidade
- A sua câmara utiliza a interface MIPI CSI-2 ou USB3 Vision
- O orçamento de energia é inferior a 15W ou é necessário arrefecimento passivo
- Necessita de escalar para várias unidades idênticas com um custo de lista técnica controlado
- A sua equipa trabalha em Python/C++ no Linux
- O requisito de latência de inspeção é de 15 ms ou mais por fotograma
Considerar alternativas se:
- ⚠️ Necessita de inferência simultânea em mais de 12 fluxos de câmaras com resolução total
- ⚠️ O seu modelo utiliza arquitecturas com muitos operadores NPU não suportados (transformadores que requerem muita atenção)
- ⚠️ É necessária uma inferência determinística inferior a 10 ms para circuitos de controlo em tempo real
- Metrologia submicrónica ou inspeção de bolachas semicondutoras
- Processamento de nuvens de pontos 3D em tempo real (fusão LiDAR)
- A complexidade do modelo exige FP32 em todo o processo (sem tolerância de quantização)
Placas IEEKER RK3588 para implementações de visão mecânica
Os SBCs industriais RK3588 da IEEKER são pré-validados para implantações de visão mecânica, com suporte BSP incluindo:
- Controladores de câmara V4L2 MIPI CSI-2 optimizados (testados com sensores Sony IMX415, IMX577, OV13850)
- Tempo de execução do RKNN-Toolkit2 pré-instalado nas imagens do Debian 12 e Ubuntu 22.04
- Interface de sincronização estroboscópica GPIO para controlo da luz do anel LED
- Guias de integração de bibliotecas Modbus TCP e OPC-UA para conetividade de sistemas de fábrica
- Codificação H.265 por hardware para arquivamento de vídeo de inspeção sem sobrecarga de CPU
Para projectos personalizados de sistemas de visão mecânica - seleção de sensores, integração de caixas, disposição de placas de suporte personalizadas para interfaces de câmaras específicas - a nossa serviço de conceção de placas de desenvolvimento personalizadas abrange o hardware e a BSP de ponta a ponta.
Se estiver a avaliar o RK3588 para uma aplicação de inspeção específica, consulte o nosso Guia de desempenho da NPU RK3588 para obter dados de referência pormenorizados e informações sobre a compatibilidade dos modelos, ou contactar a nossa equipa de engenharia para discutir o seu caso de utilização.
FAQ
O RK3588 pode lidar com câmaras de varrimento linear para inspeção contínua da Web?
As câmaras de varrimento de linha utilizam normalmente interfaces Camera Link ou CoaXPress, que requerem frame grabbers ligados via PCIe. A interface PCIe 3.0 do RK3588 pode alojar frame grabbers compatíveis, mas o suporte BSP para placas frame grabber específicas requer validação. Para aplicações de inspeção da Web (película, tecido, papel), contacte-nos para discutir a compatibilidade da interface antes de se comprometer.
Qual é a resolução máxima de imagem que o RK3588 pode processar para inspeção?
O ISP suporta sensores até 32MP. A resolução de inspeção prática depende dos requisitos de inferência da NPU: a 4K (8MP), o ISP pode fornecer fotogramas processados a 60 fps ao pipeline da NPU. A 12MP, a taxa de fotogramas diminui, mas a latência de um único fotograma é gerível para ciclos de inspeção não contínuos.
O RKNN-Toolkit2 suporta modelos de deteção de anomalias (não apenas deteção supervisionada)?
Sim. As abordagens de deteção de anomalias não supervisionadas baseadas na extração de caraterísticas (PatchCore, FastFlow) podem ser implementadas no RK3588 executando a espinha dorsal do extrator de caraterísticas (ResNet, EfficientNet) na NPU e o passo de pontuação de anomalias na CPU. A implementação completa do modelo não supervisionado de ponta a ponta é mais complexa do que a deteção padrão, mas é viável com a implementação personalizada do operador RKNN.
Como é que o RK3588 lida com a estabilidade da temperatura em compartimentos industriais selados?
O RK3588 é fabricado num processo de 8nm, com um consumo de energia típico de 5-13W sob carga NPU. Num invólucro passivo de alumínio adequadamente concebido com material de interface térmica entre o SoC e a parede do invólucro, é possível um funcionamento sustentado a temperaturas ambiente até 55°C sem estrangulamento. Os designs industriais de SBC da ieeker são validados para este perfil térmico.
Conclusão
A mudança da visão mecânica do processamento centralizado baseado em PC para a implantação de borda incorporada está a acelerar. O mercado de deteção de defeitos industriais de IA está projetado para expandir de US $ 2,66 bilhões em 2025 para US $ 4,02 bilhões em 2030com abordagens baseadas em aprendizagem profunda dominantes. Para os fabricantes que constroem ou adquirem a plataforma de computação incorporada que alimenta estes sistemas, o RK3588 ocupa uma posição bem definida e defensável: desempenho NPU suficiente para tarefas de inspeção de nível de produção, integração de SoC completa, incluindo ISP e E/S industrial, e um perfil de potência/custo que torna a implementação à escala da frota economicamente racional.
A plataforma não é a resposta para todos os problemas de inspeção. A metrologia sub-micrónica, mais de 16 fluxos de câmara simultâneos e circuitos de controlo em tempo real exigem arquitecturas diferentes. Mas para a ampla faixa intermédia da visão industrial - inspeção de superfícies, deteção de componentes, AOI, verificação dimensional - o RK3588 é uma plataforma que merece uma avaliação séria em termos de engenharia.
Explorar o ieeker Linha de SBCs incorporados RK3588 ou ler o nosso guia completo da placa Linux incorporada para um contexto mais alargado da plataforma.
Fontes e referências:
- Tamanho e participação do mercado de visão mecânica 2025-2030 - MarketsandMarkets
- Mercado de deteção de defeitos industriais de IA 2025-2035 - Insights do mercado futuro
- SMF-DETR: Deteção de defeitos nos rolamentos do RK3588 - Anais da Academia de Ciências de Nova Iorque (2025)
- Deteção de cabos de aço em tempo real no RK3588 - Scientific Reports (2025)
- Revisão da Deteção de Defeitos na Superfície de PCBs - ScienceDirect (2025)
- Benchmarks da NPU RK3588 - TinyComputers.io (2025)
- Mercado de visão mecânica industrial 2025 - Insights de crescimento global
- Inspeção ótica automatizada - Wikipédia
- RKNN-Toolkit2 - Rockchip GitHub






