
El RK3588 es una plataforma probada para visión industrial y detección de defectos que ejecuta YOLOv5 a más de 54 FPS y transformadores de detección ligeros a 58 FPS en el dispositivo, con una NPU de 6 TOPS que gestiona la inferencia INT8 a 5-6 W. Se adapta a aplicaciones AOI de una sola línea, nodos de inspección multicámara y cámaras inteligentes integradas en las que el coste, la potencia y el factor de forma son importantes. Para metrología de semiconductores submicrónica o flujos simultáneos de 32 cámaras, un acelerador dedicado es la mejor opción.
Principales conclusiones
- El mercado mundial de la visión artificial alcanzó los 15.830 millones de dólares en 2025 y se prevé que crezca a una tasa interanual del 8,3% hasta 2030: la detección de defectos industriales es el principal motor de crecimiento (MarketsandMarkets)
- RK3588 ejecuta la detección de defectos de rodamientos en 58,1 FPS en el dispositivo utilizando un modelo DETR ligero a 96,2% mAP@50 (Annals of the New York Academy of Sciences, 2025).
- La NPU de 6 TOPS admite YOLOv5, YOLOv8, MobileNet, ResNet y arquitecturas CNN personalizadas a través de RKNN-Toolkit2, sin necesidad de un marco de IA especializado.
- En 41% de nuevos despliegues de sistemas de visión en 2025 incluyen capacidades de IA en los bordes, impulsadas por los requisitos de latencia, privacidad y ancho de banda (Global Growth Insights).
- Las aplicaciones de visión artificial RK3588 consumen entre 5 y 13 W (frente a los 10 y 30 W de las alternativas basadas en GPU), lo que permite la refrigeración pasiva en carcasas industriales selladas.
- La detección de defectos basada en el aprendizaje profundo se mantiene 56% cuota de mercado en 2025, lo que convertirá a las plataformas de borde compatibles con CNN/transformador, como RK3588, en la arquitectura elegida por defecto (Future Market Insights).
Por qué la visión artificial se desplaza hacia la periferia y por qué RK3588 encaja en ella
La visión artificial ha sido durante mucho tiempo una tecnología dependiente de servidores. Las cámaras capturan imágenes, un PC o un servidor de rack las procesa y los resultados se envían a través de Ethernet o Fieldbus. Este modelo funcionaba cuando las líneas de producción funcionaban a baja velocidad, las imágenes eran de baja resolución y la tolerancia a la latencia se medía en segundos.
La fabricación moderna rompe los tres supuestos. Las líneas SMT de alta velocidad producen 50.000 componentes por hora. La inspección de celdas de baterías de vehículos eléctricos requiere una detección de defectos submilimétrica a velocidades de cinta transportadora de más de 2 metros por segundo. Las líneas de envasado de alimentos no toleran falsos negativos por contaminación. Enviar cada fotograma a un servidor central -a través de una red de fábrica con restricciones de programación en tiempo real- ya no es viable para las aplicaciones más exigentes.
Según MarketsandMarketsEl mercado mundial de visión artificial está creciendo de 15.830 millones de dólares en 2025 a 23.630 millones de dólares en 2030, con una CAGR del 8,3%. El modelo de implantación de más rápido crecimiento es el integrado y basado en el borde: cámaras inteligentes y SBC integrados que procesan imágenes en el punto de adquisición, eliminando la latencia de la red y los cuellos de botella del servidor central.
El RK3588 aborda directamente este cambio. Su NPU de 6 TOPS, su ISP dual compatible con cámaras de hasta 32 MP, su codificación H.265 por hardware y sus interfaces de E/S industriales la convierten en una plataforma capaz para la visión artificial integrada; no se trata de una solución de compromiso, sino de una arquitectura adaptada al caso de uso de la inspección de bordes.
Cómo soporta el hardware RK3588 las cargas de trabajo de visión artificial
Para comprender en qué destaca el RK3588 en el campo de la visión artificial, es necesario ir más allá de las especificaciones de la NPU y ver el conjunto completo de funciones del SoC que utiliza realmente la inspección industrial.
Adquisición de imágenes: ISP e interfaz de cámara
El RK3588 integra un ISP (procesador de señal de imagen) dual capaz de manejar sensores de hasta 32 MP. No se trata de una nota a pie de página de marketing: en visión artificial, la calidad del ISP afecta directamente a la precisión de la detección de defectos. El ISP se encarga de la reducción de ruido, la corrección de las sombras del objetivo, el balance de blancos automático y el mapeo de tonos HDR en hardware, descargando de la CPU y la NPU estas operaciones de alto coste computacional.
Opciones de conectividad de la cámara en el RK3588:
| Interfaz | Carriles Max | Uso típico |
|---|---|---|
| MIPI CSI-2 | Carriles 4×4 | Cámaras de exploración de área, sensores de clase GigE |
| USB 3.0 | 2 puertos | Cámaras USB3 Vision, cámaras USB industriales |
| Entrada HDMI | 1 puerto | Tarjetas de captura, entrada analógico-digital |
| PCIe 3.0 | 1×4 o 2×2 | Grabadoras de fotogramas CoaXPress / Camera Link |
Para la mayoría de las aplicaciones de visión artificial integradas, MIPI CSI-2 es la ruta principal. Una conexión MIPI de 4 carriles admite la transferencia de imágenes sin procesar a una velocidad de hasta 4K@60fps, suficiente para la mayoría de las tareas de inspección de superficies y AOI en línea.
NPU: El motor de inferencia
La NPU de 6 TOPS es el núcleo de la capacidad de visión artificial del RK3588. Admite cuantización INT4, INT8 e INT16 para CNN y modelos basados en transformadores, con FP16 disponible para capas sensibles a la precisión. En visión artificial, la cuantización INT8 es el modo de implementación estándar, ya que ofrece una precisión cercana a FP32 con una mejora del rendimiento de 4 a 8 veces.
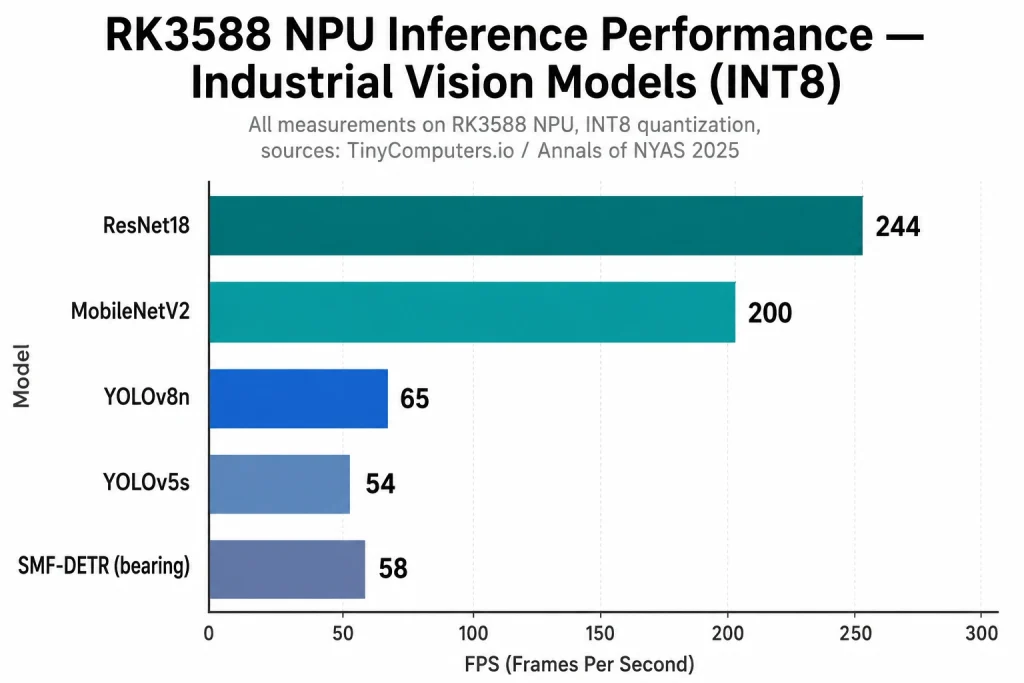
Puntos de referencia reales de TinyComputers.io muestran ResNet18 funcionando a 244 FPS con una latencia de 4,09 ms en la NPU RK3588. Para las tareas de clasificación de defectos que utilizan arquitecturas ResNet, esto se traduce en un rendimiento de inspección capaz de gestionar aplicaciones de transporte de alta velocidad sin caídas de tramas.
Ancho de banda de CPU y memoria
Los núcleos Cortex-A76 se encargan de las tareas de preprocesamiento y posprocesamiento que no se asignan de forma eficiente a la NPU: descodificación de imágenes, supresión no máxima (NMS), empaquetado de resultados y comunicación con sistemas PLC o SCADA. El mayor rendimiento de un solo subproceso del A76 respecto a sus predecesores (aproximadamente 2,5-3x frente a Cortex-A72) es significativo para estas operaciones secuenciales de preprocesamiento.
La memoria LPDDR4X con un bus de 64 bits proporciona el ancho de banda necesario para sostener la captura simultánea de la cámara, el canal de inferencia de la NPU y la salida de resultados sin cuellos de botella en la memoria, un modo de fallo habitual en las plataformas integradas de gama baja.
Rendimiento del sistema de visión artificial RK3588: Datos de referencia reales
Las especificaciones en bruto importan menos que los resultados medidos en tareas de inspección reales. Esto es lo que muestran las investigaciones publicadas y los datos de implantación.
Puntos de referencia para la detección de defectos
Un estudio de 2025 publicado en los Anales de la Academia de Ciencias de Nueva York evaluó comparativamente el transformador de detección SMF-DETR -optimizado para la detección de defectos en la superficie de los rodamientos- en la plataforma RK3588:
| Métrica | Valor |
|---|---|
| mAP@50 | 96.2% |
| Precisión | 98.1% |
| FPS en RK3588 | 58,1 FPS |
| FPS en GPU de sobremesa | 97,3 FPS |
| Reducción del tamaño del modelo | 37.1% |
| Reducción de costes computacionales | 57.7% |
58 FPS en una placa integrada que consume menos de 10 W, a 96,2% mAP: se trata de un rendimiento viable en producción para la inspección de rodamientos a velocidades de transporte realistas.
Otro estudio publicado en Scientific Reports (2025) desplegó un sistema de detección de defectos en cables metálicos en RK3588 utilizando una arquitectura basada en MobileNetV3 con un mecanismo de atención personalizado. Los investigadores eligieron RK3588 en lugar de Jetson Nano específicamente por su mayor densidad computacional al mismo nivel de potencia y coste, logrando un rendimiento de detección en tiempo real que los sistemas dependientes del servidor necesitaban de 20 a 30 minutos para completar.
Tabla de rendimiento de la carga de trabajo de Vision
| Modelo | Tarea | Precisión | Latencia | FPS |
|---|---|---|---|---|
| ResNet18 | Clasificación | INT8 | 4,09 ms | 244 |
| YOLOv5s | Detección de objetos | INT8 | ~18ms | ~54 |
| YOLOv8n | Detección de objetos | INT8 | ~15ms | ~65 |
| MobileNetV2 | Extracción de características | INT8 | ~5ms | ~200 |
| SMF-DETR (rodamiento) | Detección de defectos | INT8 | ~17ms | 58.1 |
| MobileNetV3 (cable metálico) | Detección de defectos | INT8 | ~20ms | ~50 |
Fuentes: Puntos de referencia de TinyComputers.io; Annals of the New York Academy of Sciences (2025); Scientific Reports (2025)
Arquitectura del sistema de visión artificial en RK3588
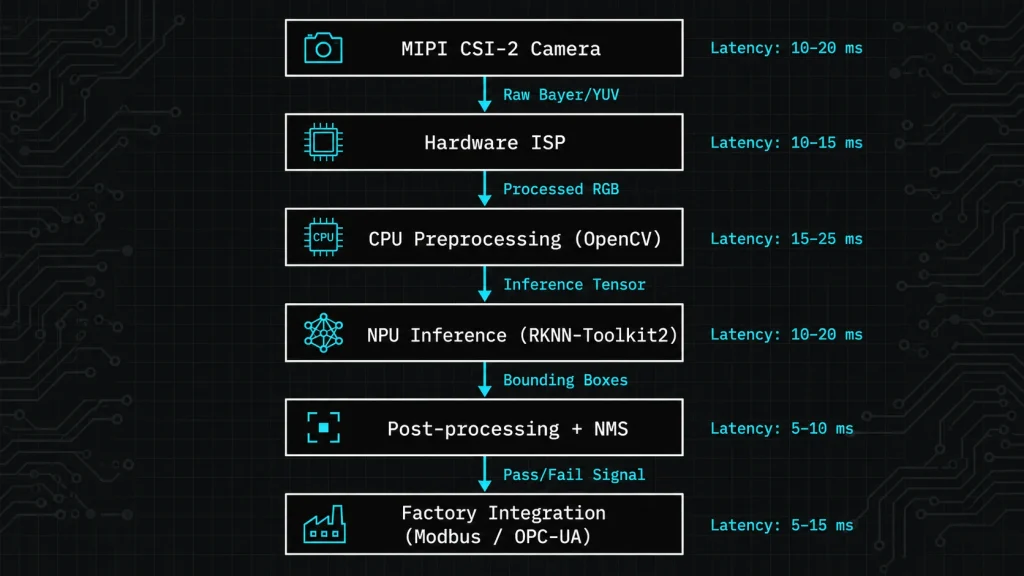
Un sistema de visión artificial integrado completo en RK3588 no es sólo una placa con una cámara. La arquitectura abarca la adquisición de imágenes, el preprocesamiento, la inferencia, el tratamiento de resultados y la comunicación con sistemas de fábrica.
Pila recomendada para AOI en línea
┌────────────────────────────────────┐
│ Capa de cámara │
│ Cámara de exploración de área MIPI CSI-2 (2-12MP) │
│ Luz anular LED sincronizada con luz estroboscópica │
└──────────────┬─────────────────────┘
│ Raw Bayer / YUV
┌─────────────▼──────────────────────┐
│ Capa ISP (Hardware) │
│ Reducción del ruido, corrección del sombreado del objetivo │
│ Demosaicing, balance de blancos, HDR │
└──────────────┬─────────────────────┘
Imagen procesada (RGB/YUV)
┌──────────────▼─────────────────────┐
│ Preprocesamiento (CPU / A76) │
│ Redimensionar, normalizar, recortar ROI │
│ Canalización multihilo mediante V4L2 + OpenCV │
└──────────────┬─────────────────────┘
│ Tensor listo para la inferencia
┌──────────────▼─────────────────────┐
│ Capa de inferencia NPU │
│ Tiempo de ejecución de RKNN-Toolkit2 │
│ Modelo cuantizado INT8 (YOLOv8 / ResNet / DETR) │
│ SCHED_FIFO prioridad para latencia determinista │
└──────────────┬─────────────────────┘
│ Resultados de detección / cuadros delimitadores
┌──────────────▼─────────────────────┐
│ Postprocesamiento (CPU) │
│ NMS, umbral de confianza, asignación de clases │
│ Clasificación de defectos y cartografía de coordenadas │
└──────────────┬─────────────────────┘
│ Señal Pasa/Falla + datos del defecto.
┌──────────────▼─────────────────────┐
│ Integración de fábrica │
│ Salida de disparo GPIO → actuador de rechazo │.
│ Modbus TCP / OPC-UA → SCADA / MES │
│ MQTT → agregación de datos en la nube │
└────────────────────────────────────┘
Esta arquitectura se ejecuta íntegramente en una única placa RK3588. Sin servidor externo, sin llamada de inferencia de red, sin punto único de fallo más allá de la propia placa.
Componentes clave del software
V4L2 (Vídeo para Linux 2): El marco del núcleo para la captura de cámaras en Linux. El BSP de RK3588 incluye controladores V4L2 optimizados para cámaras MIPI CSI, que admiten retrollamadas de fotogramas de baja latencia que alimentan directamente el canal de inferencia.
RKNN-Toolkit2: SDK de despliegue de modelos de Rockchip. Gestiona la conversión de modelos de TensorFlow, PyTorch (a través de ONNX), Caffe y MXNet al formato RKNN, con calibración de cuantización INT8 y la API en tiempo de ejecución para la inferencia en el dispositivo.
OpenCV: La librería estándar de visión por computador para operaciones de preprocesado. Funciona eficientemente en entornos Debian/Ubuntu RK3588.
GStreamer: Para la gestión de canalizaciones multicámara, la codificación acelerada por hardware de vídeo de inspección y la captura simultánea de varias fuentes.
Casos prácticos de detección de defectos
El perfil de rendimiento del RK3588 se ajusta a una banda específica de aplicaciones de inspección industrial. Saber dónde encaja, y dónde no, ahorra semanas de trabajo de integración.
✅ Ajuste fuerte: Detección de defectos superficiales
Inspección de juntas de soldadura de PCB, detección de arañazos en superficies metálicas, defectos superficiales en moldes de inyección de plástico, clasificación de defectos en tejidos: todos ellos utilizan CNN o modelos de transformador ligeros en imágenes 2D, se asignan limpiamente a la cuantización INT8 y funcionan a frecuencias de cuadro muy por debajo de la capacidad de la NPU del RK3588.
Una revisión exhaustiva de 2025 en ScienceDirect 82 estudios sobre la detección de defectos en la superficie de los PCB confirman que Inspección óptica automatizada (AOI) sigue siendo el enfoque dominante en la producción SMT, y que los métodos basados en el aprendizaje profundo, que ahora tienen una cuota de mercado de 56%, son el estándar de rendimiento. RK3588 ejecuta estos modelos a velocidades relevantes para la producción.
✅ Ajuste fuerte: Detección y recuento de objetos
Inspección de blísteres farmacéuticos (píldoras que faltan, comprimidos rotos), detección de objetos extraños en alimentos, verificación de presencia/ausencia de componentes en líneas de montaje: todas son tareas de detección de objetos en las que los modelos YOLOv5/v8 con precisión INT8 ofrecen 50-65 FPS en RK3588, suficiente para líneas que funcionan con varios cientos de piezas por minuto.
✅ Ajuste fuerte: Medición dimensional (basada en la visión)
La verificación de las dimensiones de los componentes, la medición de huecos y la comprobación de la alineación mediante una cámara calibrada y algoritmos de detección de bordes (transformadas Canny y Hough) se ejecutan de forma eficiente en los núcleos de la CPU, mientras que la NPU se encarga de cualquier paso de localización de componentes aprendido.
⚠️ Trabajable con optimización: Inspección simultánea multicámara
Se pueden conseguir de 4 a 8 nodos de inspección de cámaras en un único RK3588 con un diseño de canalización cuidadoso: resolución reducida por cámara (720P frente a 4K), velocidad de fotogramas reducida a 15-20 FPS por flujo y programación de NPU multiplexada en el tiempo. Más allá de 8 flujos simultáneos con la máxima precisión de detección, un acelerador dedicado es la mejor arquitectura.
❌ Not the Right Fit: Metrología de semiconductores submicrónicos
La inspección de obleas, la localización de defectos a nivel de matriz a escala nanométrica y el cosido de imágenes multigigapíxel para el control de calidad de semiconductores requieren hardware de metrología específico (sistemas de gama alta de Teledyne, KLA, Keyence) o computación de clase GPU. RK3588 no se encuentra en este espacio.
RKNN-Toolkit2: Despliegue de su modelo de detección en RK3588
El flujo de trabajo práctico para implementar un modelo de visión artificial en RK3588 sigue tres etapas. Comprender cada etapa evita los problemas de integración más comunes.
Etapa 1: Formación de modelos (estación de trabajo)
Entrene su modelo de detección o clasificación en PyTorch, TensorFlow o el framework de su elección en una estación de trabajo GPU. Para tareas de visión artificial, empiece con arquitecturas probadas: YOLOv8n o YOLOv8s para la detección, MobileNetV3 para la clasificación y EfficientDet-lite para la inspección multiclase. Las arquitecturas personalizadas funcionan, pero cualquier capa no soportada por la NPU de RKNN volverá a la ejecución en CPU - compruebe la lista de operadores soportados por RKNN antes de comprometerse con bloques de construcción inusuales.
Fase 2: Cuantificación y conversión (RKNN-Toolkit2, estación de trabajo)
de rknn.api importar RKNN
rknn = RKNN(verbose=Verdadero)
# Carga del modelo ONNX entrenado
rknn.carga_onnx(modelo='./detector_defectos.onnx')
# Configurar la cuantización
rknn.config(valores_medios=[[123.675, 116.28, 103.53]],
valores_estándar=[[58.395, 57.12, 57.375]],
plataforma_de_objetivo=rk3588)
# Construido con cuantización INT8
rknn.construya(do_cuantización=Verdadero,
conjunto de datos='./conjunto_datos_calibracion.txt')
# Exportar modelo RKNN
rknn.export_rknn('./detector_defectos.rknn')El conjunto de datos de calibración (el dataset.txt de 100-300 imágenes representativas) es la variable más importante en la calidad de la cuantificación. Utilice imágenes que abarquen toda la gama de condiciones de iluminación, variantes de productos y tipos de defectos que encontrará su sistema. Un conjunto de calibración con poca diversidad es la causa más común de las caídas de precisión posteriores a la cuantificación.
Fase 3: Inferencia en el dispositivo (RK3588)
de rknnlite.api importar RKNNLite
rknn_lite = RKNNLite()
rknn_lite.cargar_rknn('./detector_defectos.rknn')
rknn_lite.init_runtime(máscara_del_núcleo=RKNNLite.NPU_CORE_ALL)
# Ejecutar inferencia
salidas = rknn_lite.inferencia(entradas=[imagen_preprocesada])Establezca el hilo de inferencia en SCHED_FIFO prioridad en Linux para minimizar las fluctuaciones en la programación, algo fundamental cuando su sistema de inspección tiene requisitos de latencia estrictos ligados a la velocidad de la cinta transportadora.
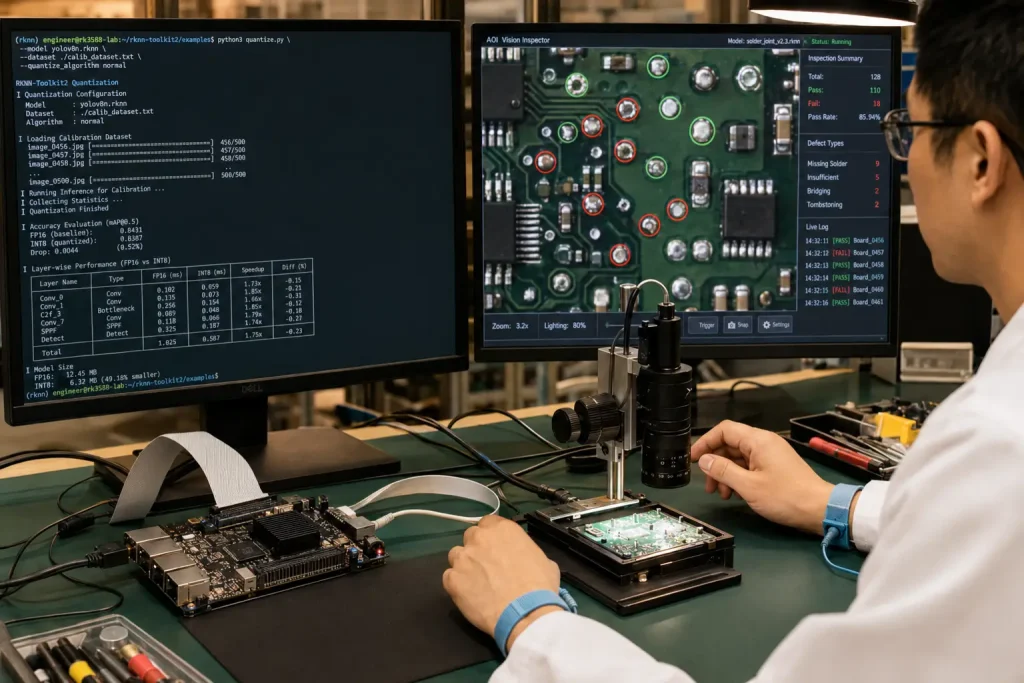
Desde la fábrica: Resolución de un problema de precisión de la cuantización
Relato en primera persona del equipo de ingeniería de sistemas embebidos de ieeker.
Un cliente que estaba construyendo un sistema de inspección de soldaduras en línea para una línea de ensamblaje de placas de circuito impreso acudió a nosotros con un modelo PyTorch en funcionamiento: un clasificador basado en ResNet50 entrenado con 15.000 imágenes de soldaduras, que alcanzó una precisión de 94,2% en el conjunto de validación. El problema: tras la cuantización INT8 mediante RKNN-Toolkit2, la precisión descendió a 76,8%. El umbral de calidad del cliente era de 91% como mínimo. Con 76,8%, la tasa de falsos rechazos en placas buenas era económicamente inaceptable: las paradas de línea por rechazos innecesarios costaban más que los defectos que el sistema debía detectar.
Diagnosticamos el problema en dos partes. En primer lugar, el conjunto de datos de calibración constaba de 60 imágenes, todas ellas capturadas con la misma iluminación y a la misma hora del día. La línea de producción tenía tres intensidades de iluminación LED diferentes en los distintos puestos de inspección, y las imágenes de calibración no representaban esta variación. En segundo lugar, las dos últimas capas totalmente conectadas de ResNet50 acumulaban un error de cuantificación significativo porque sus distribuciones de pesos eran inusualmente amplias, una característica con la que INT8 tiene dificultades.
La solución consistió en dos cambios. Ampliamos el conjunto de datos de calibración a 280 imágenes que mostraban las tres condiciones de iluminación en la misma proporción, más 40 imágenes de casos de defectos limítrofes que el conjunto de calibración original no representaba. También aplicamos una cuantización de precisión mixta: las primeras 48 capas en INT8, las dos últimas capas FC en FP16. RKNN-Toolkit2 admite anulaciones de precisión por capa específicamente para este escenario.
Después de reconstruir el modelo, la precisión en el conjunto de validación se recuperó hasta 91,7%. La latencia en el dispositivo fue de 31 ms por fotograma, dentro del presupuesto de 40 ms del cliente para su velocidad de transporte. El sistema entró en producción piloto seis días después de la llamada de diagnóstico. En tres meses de funcionamiento, la tasa de falsos rechazos fue de 0,4%, dentro del umbral aceptable del cliente de 0,5%.
La lección: la precisión de la cuantización INT8 no es una propiedad fija de su modelo. Es una función de la calidad de los datos de calibración y de las decisiones de precisión por capa. Ambas son controlables y requieren un conocimiento profundo del entorno de inspección.
Estudio de caso de proyecto: Inspección de superficies de piezas estampadas de automoción
Implementación de visión integrada RK3588, estación de inspección de 6 cámaras, proveedor de primer nivel de automoción.
A principios de 2025, un proveedor de automoción de primer nivel nos contrató para sustituir una estación de inspección basada en PC en una línea de prensas de estampación por una solución integrada. El sistema existente utilizaba un PC de sobremesa con Windows y una cámara USB3 Vision, con software de inspección propietario de un proveedor de visión artificial. Los problemas: el PC requería un mantenimiento trimestral, el sistema operativo Windows introducía picos de latencia impredecibles durante las actualizaciones del sistema y el coste total del sistema por estación era prohibitivo para ampliarlo a 12 líneas de prensas adicionales.
La especificación de sustitución exigía la detección de arañazos superficiales, marcas de deformación y contaminación por aceite en soportes de acero estampado a 30 piezas por minuto, con cero falsos negativos en grietas de más de 0,3 mm de ancho y una tasa de falsos positivos inferior a 2%.
Construimos el sistema de sustitución en un SBC industrial ieeker RK3588 con una cámara de escaneado de área MIPI de 5 MP, luz anular LED estructurada con sincronización estroboscópica a través de GPIO y un entorno Debian Linux que ejecuta un modelo de detección personalizado basado en YOLOv8s. El modelo se entrenó con 8.200 imágenes etiquetadas de superficies de soportes estampados, que abarcaban los tres tipos de defectos más los negativos de superficies limpias.

Principales resultados tras 60 días de validación de la producción:
| Métrica | Objetivo | Conseguido |
|---|---|---|
| Índice de detección de grietas (≥0,3 mm) | 100% | 100% |
| Índice de detección de arañazos | >95% | 97.3% |
| Tasa de falsos positivos | <2% | 1.1% |
| Duración del ciclo de inspección | <2s/parte | 1,4s/parte |
| Consumo del sistema | <25W | 11.8W |
| Tiempo de inactividad imprevisto (60 días) | <4 horas | 0 horas |
| Coste de la lista de materiales frente al sistema basado en PC | - | Reducción 67% |
La reducción de costes de la lista de materiales del 67% fue la cifra que impulsó la decisión del cliente de ampliar a las 13 líneas de prensas. Proyecto total: 13 unidades enviadas, todas ellas con imágenes Buildroot idénticas y capacidad de actualización OTA mediante SWUpdate. El equipo de mantenimiento del cliente puede actualizar los modelos de inspección de toda la flota sin necesidad de acceder físicamente a cada estación.
RK3588 frente a las plataformas de visión artificial de la competencia
| Plataforma | Rendimiento de la IA | Características específicas de la visión | Potencia | Coste | Mejor ajuste |
|---|---|---|---|---|---|
| RK3588 | 6 TOPS NPU | Doble ISP, 32MP, MIPI×4 | 5-13W | $$ | AOI integrada, cámara inteligente, nodo multicámara |
| Jetson Orin Nano | 40 TOPS | ISP único, CSI×2 | 7-15W | $$$$ | Modelos complejos, ecosistema CUDA |
| Hailo-8 | 26 TOPS | Sin ISP (necesita SoC anfitrión) | 2.5-3W | $$$$ | Complemento del acelerador de visión de alto rendimiento |
| NXP i.MX 8M Plus | 2.3 TOPS | ISP doble, MIPI×2 | 3-5W | $$ | Inspección de IoT de baja complejidad |
| Raspberry Pi 5 | No NPU | CSI único | 5-8W | $ | Sólo desarrollo/prototipos |
En el caso concreto de la visión artificial, el doble ISP y la conectividad MIPI de 4×4 carriles del RK3588 le confieren una ventaja estructural sobre plataformas como la Jetson Orin Nano, que tiene una mayor capacidad de cálculo de IA pero interfaces de cámara nativas más débiles. Cuando su sistema de inspección necesita manejar datos de cámara sin procesar a alta resolución, el ISP importa tanto como la NPU.
Corporación Cognex y Corporación Keyence - los dos mayores proveedores de visión artificial del mundo, fabrican soluciones integradas de cámaras inteligentes que incorporan el procesamiento en el cabezal de la cámara. Los diseños integrados basados en RK3588 siguen la misma filosofía arquitectónica, pero ofrecen a los fabricantes de hardware industrial la flexibilidad necesaria para integrar sensores, carcasas e interfaces de E/S personalizados que las cámaras inteligentes estándar no pueden acomodar.
¿Es RK3588 la plataforma adecuada para su aplicación de visión artificial?
Utilice esta lista de comprobación antes de comprometerse con la plataforma:
RK3588 es una buena opción si:
- ✅ Su tarea de inspección utiliza CNN o modelos de transformadores ligeros (variantes de YOLOv5/v8, ResNet, MobileNet, DETR).
- ✅ Necesita una sola placa de adquisición de imágenes + inferencia + E/S en una sola unidad.
- ✅ Su cámara utiliza la interfaz MIPI CSI-2 o USB3 Vision.
- ✅ El presupuesto de energía es inferior a 15 W o se requiere refrigeración pasiva.
- ✅ Necesita escalar a múltiples unidades idénticas con coste de lista de materiales controlado.
- ✅ Tu equipo trabaja en Python/C++ sobre Linux
- ✅ El requisito de latencia de inspección es de 15 ms o más por fotograma
Considere alternativas si:
- ⚠️ Necesita inferencia simultánea en más de 12 secuencias de cámara a máxima resolución
- ⚠️ Su modelo utiliza arquitecturas con muchos operadores NPU no soportados (transformadores que requieren mucha atención)
- ⚠️ Necesita una inferencia determinista de menos de 10 ms para bucles de control en tiempo real.
- ❌ Metrología submicrónica o inspección de obleas semiconductoras
- ❌ Procesamiento de nubes de puntos 3D en tiempo real (fusión LiDAR).
- ❌ La complejidad del modelo requiere FP32 en todo (sin tolerancia de cuantificación).
Placas IEEKER RK3588 para aplicaciones de visión artificial
Los SBC industriales RK3588 de IEEKER están validados previamente para implementaciones de visión artificial, con soporte BSP que incluye:
- Controladores de cámara V4L2 MIPI CSI-2 optimizados (probados con sensores Sony IMX415, IMX577, OV13850)
- Tiempo de ejecución de RKNN-Toolkit2 preinstalado en imágenes de Debian 12 y Ubuntu 22.04
- Interfaz GPIO de sincronización estroboscópica para el control de la luz anular LED
- Guías de integración de bibliotecas Modbus TCP y OPC-UA para la conectividad de sistemas de fábrica
- Codificación H.265 por hardware para el archivado de vídeo de inspección sin sobrecarga de la CPU
Para diseños personalizados de sistemas de visión industrial (selección de sensores, integración de carcasas, diseño personalizado de placas portadoras para interfaces de cámara específicas), nuestros servicio de diseño de placas de desarrollo personalizadas cubre la preparación de hardware y BSP de principio a fin.
Si está evaluando el RK3588 para una aplicación de inspección específica, revise nuestro Guía de rendimiento de la NPU RK3588 para obtener datos de referencia detallados e información sobre compatibilidad de modelos, o contacte con nuestro equipo de ingeniería para hablar de su caso de uso.
PREGUNTAS FRECUENTES
¿Puede RK3588 manejar cámaras de escaneado lineal para la inspección continua de banda?
Las cámaras de escaneo lineal suelen utilizar interfaces Camera Link o CoaXPress, que requieren frame grabbers conectadas a través de PCIe. La interfaz PCIe 3.0 del RK3588 puede alojar tarjetas de captura de imágenes compatibles, pero la compatibilidad con BSP para tarjetas de captura de imágenes específicas requiere validación. Para aplicaciones de inspección de banda (película, tejido, papel), póngase en contacto con nosotros para analizar la compatibilidad de la interfaz antes de comprometerse.
¿Cuál es la máxima resolución de imagen que puede procesar RK3588 para inspección?
El ISP admite sensores de hasta 32 MP. La resolución de inspección práctica depende de los requisitos de inferencia de la NPU: a 4K (8 MP), el ISP puede entregar fotogramas procesados a 60 fps a la canalización de la NPU. A 12 MP, la velocidad de fotogramas disminuye, pero la latencia de un solo fotograma es manejable para ciclos de inspección no continuos.
¿RKNN-Toolkit2 admite modelos de detección de anomalías (no sólo detección supervisada)?
Sí. Los enfoques de detección de anomalías no supervisada basados en la extracción de características (PatchCore, FastFlow) se pueden implementar en el RK3588 ejecutando la columna vertebral del extractor de características (ResNet, EfficientNet) en la NPU y el paso de puntuación de anomalías en la CPU. El despliegue completo del modelo no supervisado de extremo a extremo es más complejo que la detección estándar, pero es factible con la implementación personalizada del operador RKNN.
¿Cómo gestiona el RK3588 la estabilidad de la temperatura en armarios industriales sellados?
RK3588 se fabrica en un proceso de 8 nm, con un consumo típico de 5-13 W bajo carga NPU. En una carcasa pasiva de aluminio diseñada adecuadamente con material de interfaz térmica entre el SoC y la pared de la carcasa, se puede lograr un funcionamiento sostenido a temperaturas ambiente de hasta 55 °C sin estrangulamiento. Los diseños de SBC industriales de ieeker están validados para este perfil térmico.
Conclusión
El cambio de la visión artificial del procesamiento centralizado basado en PC a la implantación de bordes integrados se está acelerando. Se prevé que el mercado de detección de defectos industriales mediante IA aumente de 2.660 millones de dólares en 2025 a 4.020 millones de dólares en 2030.en los que predominan los enfoques basados en el aprendizaje profundo. Para los fabricantes que construyen o contratan la plataforma informática integrada que alimenta estos sistemas, el RK3588 ocupa una posición bien definida y defendible: suficiente rendimiento de la NPU para tareas de inspección de nivel de producción, integración completa de la WoC, incluidos ISP y E/S industriales, y un perfil de potencia/coste que hace que el despliegue a escala de flota sea económicamente racional.
La plataforma no es la respuesta a todos los problemas de inspección. La metrología submicrométrica, los flujos simultáneos de más de 16 cámaras y los bucles de control en tiempo real exigen arquitecturas diferentes. Pero para la amplia banda media de la visión artificial industrial (inspección de superficies, detección de componentes, AOI, verificación dimensional), RK3588 es una plataforma que merece una evaluación de ingeniería seria.
Explorar ieeker's Gama de SBC integrados RK3588 o lea nuestro Guía completa de la placa Linux embebida para ampliar el contexto de la plataforma.
Fuentes y referencias:
- Tamaño y cuota del mercado de visión artificial 2025-2030 - MarketsandMarkets
- Mercado de detección de defectos industriales por IA 2025-2035 - Future Market Insights
- SMF-DETR: Detección de defectos en el cojinete RK3588 - Anales de la Academia de Ciencias de Nueva York (2025)
- Detección en tiempo real de cables de acero en RK3588 - Informes científicos (2025)
- Revisión de la detección de defectos superficiales en PCB - ScienceDirect (2025)
- Puntos de referencia de la NPU RK3588 - TinyComputers.io (2025)
- Mercado de visión artificial industrial 2025 - Global Growth Insights
- Inspección óptica automatizada - Wikipedia
- RKNN-Toolkit2 - Rockchip GitHub






